 INTRODUCTION. OBJECTS OF THE BOOK. 1. Naval gunnery is a complex subject. Many intricate calculating devices and types of weapons are included under the general heading of "Gunnery", each type of instrument and gun being best suited to the part it has to play in the efficient fighting of a particular ship. But fundamentally the principles of all these instruments and weapons are the same, and may be expressed in very simple form.2. The object of this pocket book is to outline these simple principles, so that the reader may easily understand them and may, with a little careful thought, be able to apply them to such instruments as he may meet.3. The book, supported by practical instruction, contains all the Gunnery that the beginner requires, up to and including a 3rd Class Gunnery Rating. The book will also prove useful to high gunnery ratings and junior officers.4. The best results will be obtained by study of the book both before and after receiving instruction from an instructor, but it should also assist all ratings in revising what they have previously been taught, especially if it is read alongside a particular part of the equipment of the ship.5. No attempt has been made to cover all types of equipment or to embody changes in policy, design, or drill, which may appear in the handbook of any particular instrument. It must also be realised that this book is not a drill book; and that where descriptions of instruments and instructions for working them are given, they are only of a general nature designed to assist in understanding the instrument.Handbooks on all instruments and weapons in the ship may be obtained through the ship's Gunnery Office, by those who require a more advanced knowledge. POSSIBILITIES OF THE GUNNERY CAREER.6. The Gunnery Branch is responsible for the high standard of drill required to work the gunnery armament which is reflected in the general smartness and spontaneous reaction to words of command, so that it plays an important part in a man's career from the time that he joins the Royal Navy.7. Although the regulations permit advancement to Leading Seaman and Petty Officer without first qualifying for a "non substantive" rating, such qualification is of great assistance and should in any case be undertaken as soon as possible after "substantive" advancement. INTRODUCTION. OBJECTS OF THE BOOK. 1. Naval gunnery is a complex subject. Many intricate calculating devices and types of weapons are included under the general heading of "Gunnery", each type of instrument and gun being best suited to the part it has to play in the efficient fighting of a particular ship. But fundamentally the principles of all these instruments and weapons are the same, and may be expressed in very simple form.2. The object of this pocket book is to outline these simple principles, so that the reader may easily understand them and may, with a little careful thought, be able to apply them to such instruments as he may meet.3. The book, supported by practical instruction, contains all the Gunnery that the beginner requires, up to and including a 3rd Class Gunnery Rating. The book will also prove useful to high gunnery ratings and junior officers.4. The best results will be obtained by study of the book both before and after receiving instruction from an instructor, but it should also assist all ratings in revising what they have previously been taught, especially if it is read alongside a particular part of the equipment of the ship.5. No attempt has been made to cover all types of equipment or to embody changes in policy, design, or drill, which may appear in the handbook of any particular instrument. It must also be realised that this book is not a drill book; and that where descriptions of instruments and instructions for working them are given, they are only of a general nature designed to assist in understanding the instrument.Handbooks on all instruments and weapons in the ship may be obtained through the ship's Gunnery Office, by those who require a more advanced knowledge. POSSIBILITIES OF THE GUNNERY CAREER.6. The Gunnery Branch is responsible for the high standard of drill required to work the gunnery armament which is reflected in the general smartness and spontaneous reaction to words of command, so that it plays an important part in a man's career from the time that he joins the Royal Navy.7. Although the regulations permit advancement to Leading Seaman and Petty Officer without first qualifying for a "non substantive" rating, such qualification is of great assistance and should in any case be undertaken as soon as possible after "substantive" advancement. |
| 2 |
| Steps in the Gunnery Career 8. The first step in a gunnery career is to become a 3rd class rating in one of the five sections, which are specially trained, as follows:- RATINGS. DUTIES. (i) Quarters Section.Quarters Rating.3rd class (Q.R.3)2nd class (Q.R.2)1st class (Q.R.1) The working of guns and mountings and in particular the operation of levers in power-worked mountings. 2nd class ratings in this section become captains of guns, and 1st class ratings are in charge of turrets or groups of guns and, in certain cases, may take the place of an officer. **(ii) Layer Section.**Layer Rating.3rd class (L.R. 3)2nd class (L.R.2)1st class (L.R.1) The elevating, training, and firing of guns.The 1st and 2nd class ratings become layers and trainers of directors and are responsible for the firing of the whole armament of the ship with consistent accuracy. **(iii) Control Section.**Control Rating.3rd class (C.R.3)2nd class (C.R.2)1st class (C.R.1) Rangetakers.The 3rd class ratings become rangetakers at small rangefinders or inclinometers.The 2nd class ratings become rangetakers at large rangefinders and height-finders.1st class ratings fulfil a very important place in the control team, as spotters and ratekeepers in the place of an officer. **(iv) Anti-Aircraft Section.**Anti-Aircraft Rating.3rd class (A.A.3)2nd class (A.A.2)1st class (A.A.1) The operation and control of closerange anti-aircraft weapons.1st class ratings may control directors for close range weapons or become control officers of the long range anti-aircraft armament or become the Air Defence Officer's assistant. **(v) Radar Control Section.**Radar Control Rating.3rd class (R.C.3)2nd class (R.C.2)1st class (R.C.1) Operators of Radar sets and of certain fire control instruments in Transmitting Stations, Calculating Positions, and Target-indicating Rooms. Advancement.9. Normal advancement is from any non-substantive rating to the next higher one in the same section, but, in some cases, exceptional advancement may be from a non-substantive rating in one section to the next higher non-substantive rating in another section. This exceptional advancement may be due to drafting reasons or rapid substantive advancement, or it may be allowed in special circumstances. |
| 3 |
| 10.1_st class ratings_, owing to the duties they have to perform are reserved for C.P.O.'s, P.O.'s and leading seamen passed for P.O., holding a 2nd class rating.2_nd class ratings_ are reserved for leading seamen, and able seamen passed for leading seaman, holding a 3rd class rating.3_rd class ratings_ are reserved for able seamen and ordinary seamen.The above ruling may, however, be varied as follows:-Leading Seaman (C.R.2) not passed for P.O. may qualify for C.R.1.Leading Seaman (A.A.2) not passed for P.O. may qualify for A.A.1.Able Seaman (A.A.3) not passed for leading seaman may qualify for A.A.2; and in exceptional circumstances, a leading seaman, without non-substantive rating, may be allowed to qualify for a 2nd class rating.11. Advancement to Gunnery Instructor is open to Petty Officers and exceptional leading seamen, passed for P.O., who possess a 2nd class rating.12. Promotion to the rank of Gunner requires qualification in gunnery, seamanship, certain subjects in Higher Education, and a high degree of recommendation. It is not necessary to hold a gunnery rating.13. In addition to the five main sections already outlined, the following openings are available- Gunnery Lieutenant's Writer (G.L.W.) Performs office duties to a qualified Gunnery Officer. Open to ratings possessing a 3rd class rating. Qualified in Ordnance (Q.O.) Mate to an Ordnance Artificer; open only to a Q.R.3, and must be relinquished on advancement to Leading Seaman. Diver Open to seamen (holding any non-substantive rating), stokers, artificer, and artizan branches. Recommendations.14. Periodically the officers of the ship send in to the Depots recommendations for certain ratings to take particular gunnery courses. These recommendations are not given purely on the results of training classes at sea but also for the whole work done and behaviour of the man. It is essential that men who wish to be recommended for higher gunnery rating should forward a request to the Gunnery Officer. When the recommendation is received in the Depot the man's name is put on a roster and he then takes his turn for the course as opportunity offers. Highly recommended men are given seniority on the roster. Thus it pays to be recommended both early and highly. Training.15. Normal training for higher rating is carried out in the Gunnery School of the Depot; the selection of men to go on a course rests with the Captain of the Gunnery School. Training at Sea.16. Gunnery training classes are held whenever possible at sea, and any man wishing to improve his position or knowledge should put his name into the Gunnery Office, as a volunteer for the next course.3rd class ratings of all categories, Q.O.'s, Q.R.2's and C.R.2's may be trained and confirmed at sea, if they are recommended after examination by a qualified Gunnery Officer. |
| 4 |
Ratings, who have been trained as spare numbers to fill vacancies at any position, may be paid as acting ratings, as long as they are filling a vacancy in the complement and actually carrying out the duties.C.R.1's, A.A.1's, and A.A.2's may also be rated at sea by a qualified Gunnery Officer but they must take a normal qualifying course when they are next discharged to Depot.17. Full information about training and additional pay for gunnery ratings may be obtained from the ship's gunnery office. But it must be realised that success in the gunnery branch, as in any other department, must largely depend on a man's own efforts; and that in war-time, when the time allowed for instruction is reduced to a minimum, the most careful attention to the instruction that he is given is absolutely essential.18-19.  . . . . a complex subject ... (para 1) . . . . a complex subject ... (para 1) |
| 5 |
| CHAPTER I. GUNNERY IN SHIPS. GENERAL. 20. In this chapter will be found a general description of three types of ships. It is important, when later on in the book various types of instruments are discussed, that the reader should have in mind the general layout of the ship in which they are found and understand what general purpose each one fulfils, before going into the details of the instruments themselves. This chapter should therefore be referred to before any new instrument is studied.21. It is not possible to include every type of ship that is found in the Service and the following classes are taken as examples:- (i) A six-inch cruiser of the "Mauritius" class.(ii) A "Dido" class cruiser.(iii) A typical destroyer. 22. These are dealt with in that order, the last two being discussed in less detail than the first, except where major differences occur. The descriptions should give the reader a basis on which to build up a knowledge of his own particular ship. A SIX-INCH CRUISER "Mauritius" CLASS. Plate 1. 23. This may be considered as the main type of larger cruiser in the Service. In Plate 1 is a picture showing the guns and the places in the ship from where these guns are loaded, controlled, and fired.Let us first consider the Main Armament. There are four Six-Inch Triple Turrets; each turret is supplied with Shells and Cordite Charges from Shell Rooms and Magazines situated below the turret and well protected by armour. The shells and cordite charges are carried up to the Gunhouse, which contains the guns, by endless chain hoists. Once inside the gunhouse, the shells are placed inside the guns and rammed well into the gun by hand. Cordite charges are then placed behind the shells and the breeches closed by hand.When the guns have been loaded, they must be moved so as to point towards the enemy ship or other target and also elevated so that the shells, which are affected by gravity, will reach the enemy ship which may be a great distance away.Note.-Later ships of this class have only three triple turrets, an extra twin A.A. mounting being fitted in lieu of X turret." 24. The Captain on the bridge decides which enemy ship is to be engaged and, in Visual Fire (i.e. when the enemy can be seen) he moves a sight known as the Captain's Sight, which indicates the hearing of the enemy to the Director Control Tower. The Director Control Tower, as its name implies, is the position in the ship from which the guns are directed, controlled, and fired. When the crew of the Director Control Tower receive an indication of the enemy from the Captain's Sight, the tower is trained round until the target can be seen. The bearing of the target thus ascertained is sent down to the guns electrically, and they are then trained round until they are on the same bearing as the Director Control Tower. This bearing is also sent by the Director Control Tower to the Transmitting Station, the gunnery nerve centre of the ship, which is under armour protection.In blind fire (i.e. when the enemy cannot be seen but is detected by Radar (see paragraph 351)) the movements of the enemy are plotted. A bearing of the selected target is passed to the Transmitting Station, and it is then transmitted to the director and guns (see paragraph 297)." |
| 6 |
| 25. By means of an instrument known as the Admiralty Fire Control Table in the Transmitting Station the "Aim-off," or additional training movement required to hit the enemy, is calculated and sent to the guns, so that they are now pointed in a slightly different direction from the Director Control Tower. The Admiralty Fire Control Table also sends to the guns the movement in elevation required by the range, and when the guns follow this movement they are elevated the correct amount to make the shell reach the enemy. The range of the enemy is measured by the Radar set in the Radar office and also by Optical Rangefinders in the Director Control Tower. Now that the guns are pointed and elevated correctly, they are ready to be fired by the Director Layer, who is in the front position of the Director Control Tower, looking through a telescope at the enemy. The telescope is mounted on a Director Sight. Beside the Director Layer is the Director Trainer, who trains the Director Control Tower on to the target and keeps it trained on the target as the latter moves, thereby enabling the guns "to be correctly trained. When the guns are ready to be fired, the fact is indicated to the Transmitting Station by lamps, which are called Gun Ready Lamps. As soon as all these are showing READY in the Transmitting Station a push is pressed on the Admiralty Fire Control Table, which rings a gong in the Director Control Tower. When this is heard by the Director Layer he presses his trigger as soon as he is on the target, and all the guns are fired together by an electric current.26. The Control Officer and his assistants, the Spotting Officer and the Rate Officer, sit in the rear end of the Director Control Tower, watching the enemy intently through binoculars. The Rate Officer passes down the enemy's course and speed and any alterations of these. The Spotting Officer waits until the splashes of the shells appear around the target, when he decides whether they are "over" the target, "short" of it or "straddling." All this information is passed to the Transmitting Station, where it is set on the Admiralty Fire Control Table and the next group of broadsides fired. Normally all the guns are fired together as rapidly as is consistent with accuracy. It is essential to remember in this respect that accuracy must come before speed. It is no good firing dozens of broadsides very quickly if they do not hit; and they will not hit if they are not aimed properly.27. Before leaving the question of firing the main armament, it will be noticed that there is another directing position in the after end of the ship, called theAfter H.A./L.A. Director. This can be used for firing and controlling the main armament, should the Director Control Tower get damaged, and it is also possible to control and fire the foremost two turrets from the Director Control Tower and the after two turrets from the After H.A./L.A. Director. This is done when it is required to engage two enemy ships and in that case, a second instrument in the Transmitting Station is used to pass training and elevation to the after guns. This is called the Admiralty Fire Control Clock and it fulfils the same functions as the Admiralty Fire Control Table but is a smaller and not quite such an elaborate instrument.The guns can also be fired from inside the turrets by local electrical circuits. These are used only when the other positions have been damaged. The Turrets are always controlled from some position in the ship remote from the guns, except as a last resort, when the Turret Officer can control his own turret or a group of turrets.28. Now let us consider the Long Range Anti-Aircraft Armament. The guns are Twin 4-inch guns and there are two pairs either side of the ship. They are supplied with ammunition by hoists from magazines below the guns, under armour protection.Once again the guns are controlled and fired from Directors, known as H.A. Directors, of which there are three. The two foremost directors are one each side of the bridge and the after one is the combined H.A./L.A. Director. |
| 7 |
| The Directors are put on to the enemy aircraft by the Air Defence Officer, after the target has been picked up by Radar or one of the Lookouts in the Air Defence Position.The Director is trained round and elevated, until the aircraft is picked up by the Director Layer and Trainer in their telescopes. This movement goes electrically to the H.A. Calculating Position, where the necessary "Aim off" is added, and thence to the guns. The guns follow these movements and are, therefore, pointing in the correct direction. 'The range of the aircraft is being taken by Radar and by an optical Heightfinder in the H.A. Director and this information is transmitted to the H.A. Calculating Position, where an instrument called the High Angle Control System Table, sends out to the guns, electrically, continual adjustments to elevation and training and the fuze to set on the nose fuzes of the high explosive anti-aircraft shells. The High Angle Control System Table also rings a fire buzzer at regular intervals, and while this is ringing in the H.A. Director, the Director Layer presses his trigger and thus the guns are fired. The guns are fired as fast as possible; but again it must be remembered that accuracy of pointer-following by the Gunlayer and Trainer and the accurate setting of fuzes is of more importance than speed.29. It will be noted from the Plate, that there are two H.A. Calculating Positions and, normally, each H.A. Director controls the guns on its own side through its own Calculating Position, but the After H.A. Director can control either side through either H.A. Calculating Position.The decision as to which H.A. Director is to control the H.A. guns rests with the Air Defence Officer. He is responsible for directing all the anti-aircraft armament in the ship.30. At night the H.A. guns can be used to illuminate the enemy by firing Star Shell to burst over the enemy ship, and so silhouette her against the glare of the falling stars. The guns, in this case, are controlled and directed from the Bridge and are fired by the gunlayers at the guns themselves.31. The remaining part of the gunnery equipment of the ship is the Close-Range Anti-Aircraft Armament, consisting of Multiple Pom Poms which fire a 2-pounder High Explosive shell from four barrels and are controlled from Pom Pom Directors near he guns, and also twin Oerlikon mountings which are controlled at the mounting itself. Both these guns are power-operated and carry the ammunition on the guns, being replenished throughout the action from nearby magazines or lockers. Single hand-operated mountings are also carried. A "Dido" CLASS CRUISER. Plate 2. Plate 2 shows a "Dido" class Cruiser with five 5.25 in. turrets; all these ships have now had Q turret removed and replaced by a Multiple Pom Pom. 32. This is a smaller cruiser than the previous one, the main difference being that it carries only one type of long-range gun-the 5.25-in. Combined High Angle and Low Angle Twin Turret. These ships mount four Turrets, two being forward and two aft. They are fed with both High Angle High Explosive Shell and Low Angle Semi-Armour-Piercing Shell and Cordite Charges in brass cylinders, from Combined Magazines and Shell Rooms, one below each turret and under armour protection. The shells and cordite are sent up to the turret gunhouses by hydraulic hoists of the pusher type, that is to say, they are pushed up by steel arms, which take under the base of the shells until they arrive at the top of the hoists. On arrival the shell and cordite charge are placed in a tray in the rear of the breech of the gun and they are then rammed into the gun together by hydraulic power. |
| 8 |
| 33. Let us consider Low Angle firing first of all. The guns are loaded with Semi-Armour-Piercing Shell and Cordite and, as before, the Captain puts theDirector Control Tower, which is at the rear end of the bridge, on to the enemy ship to be engaged, by means of the Captain's Sight. As the Director Control Tower trains round, so the guns follow up. "Aim off" and elevation are calculated in the Transmitting Station and sent to the guns, until they are pointed towards the enemy and elevated so that the shells will travel the distance between our ship and the enemy. The Transmitting Station contains an Admiralty Fire Control Table, for Low Angle Fire, the same information being set 'on it as before by the same control personnel in the Director Control Tower.The guns can also be controlled and fired in Low Angle from the After H.A./L.A. Director through the Admiralty Fire Control Table and each group of guns can be controlled and fired from its own Director, i.e. the forward two turrets from the Director Control Tower through the Admiralty Fire Control Table, the after two turrets from the After H.A./L.A. Director through special Low Angle Arrangements in the After High Angle Calculating Position. The guns can also be fired locally from the turrets and controlled in groups from "B" or "X" turret or from each turret separately.34. In High Angle firing the H.A. Directors are put on to the enemy aircraft, as before, by the Air Defence Officer in the Air Defence Position at the after end of the bridge. It will be noticed, however, that in this class of ship the H.A. Directors are mounted differently from those in a Six-inch "Mauritius" Class Cruiser, in that there are only two of them, the forward H.A. Director being just in the rear of the Director Control Tower. The H.A. Calculating Positions are also arranged differently, the Main Transmitting Station holding the foremost High Angle Control System Table, and the after High Angle Calculating Position being amidships. The principle, however, of engaging the aircraft is the same, and once again all the guns can be controlled and fired from either the forward or after H.A. Director or each group of turrets can be controlled and fired from its own Director.For night action both "B" and "X" turrets are fitted for Star Shell Firing, being controlled from the Star Shell Control Position in the after end of the bridge and fired locally in the turret.The Close Range Armament consists of 4-Barrel Multiple Pom Poms, which are controlled from their own Directors, and also Single and Twin Oerlikon Mountings. A TYPICAL DESTROYER. Plate 3. 35. The Destroyer (see Plate 3), being considerably smaller than the Cruiser and, therefore, with a very much smaller complement, has not such complicated guns nor control arrangements, but the underlying principles are the same.The guns are 4.7-in., capable of Low Angle and High Angle Fire, and there are four of them, two being forward and two aft. These guns are entirely hand worked, i.e., the Elevating, Training and Ramming are done by hand, without hydraulic machinery. Underneath each pair of guns is a magazine containing cordite charges in brass cases, with a Shell Room alongside each magazine. These are transported to deck level by tackles, which are worked from electric bollards, and from there they are carried to the guns and placed on loading trays at the rear of the breeches. They are then rammed by hand into the guns, the breech closing automatically behind the case of the charge.Note. Later types of 4.7-in. guns have a spring-operated rammer.36. In Low Angle firing the guns are loaded with semi-armour-piercing shell and cordite charges and the enemy ship is indicated to the Director |
| 9 |
| Control Tower. In this case the Captain speaks down a voicepipe or telephone to the Control Officer in the Director Control Tower, passing him the bearing and description of the enemy. In Destroyers there are only two men in the Control Group, seated in the rear of the Director Control Tower, namely the Control Officer and Rate Officer. The Director Control Tower is trained round on to the target by the Director Trainer, this movement being sent away to the guns electrically; the guns follow by hand. The movement of training of the Director Control Tower also goes to the Transmitting Station, which contains an Admiralty Fire Control Clock. As before, the information regarding the enemy, which is passed down by the Control and Rate Officers in the Director Control Tower, is set on the Admiralty Fire Control Clock, which works out the "Aim off" to be applied and the necessary elevation. This is also sent to the guns electrically, where the movements are followed, so that the guns are now pointed in a slightly different direction from the Director Control Tower and elevated according to the range of the enemy. The range is sent down to the Transmitting Station from a Rangefinder, mounted in a Rangefinder Director at the rear of the Director Control Tower. The range is also obtained by Radar, the Radar Office being in the vicinity of the bridge and the Radar Aerials mounted on the Rangefinder Director.37. In High Angle Firing the same means are employed in indicating the enemy aircraft from the bridge and the same movements of the Rangefinder Director, both in elevation and training, go away electrically to the guns, which follow up by hand. At the same time, the movement of the Rangefinder Director goes to the Transmitting Station to an instrument called the Fuze Keeping Clock, which calculates the "Aim off" and elevation to be applied to the guns, and the fuze to be set on the High Explosive Shells which have been sent up from the magazines; it also rings the Fire Buzzer at regular intervals which tells the Director Layer in the Rangefinder Director the moment at which to fire the guns.38. At night, "B" gun is used for firing Star Shell, orders being passed by voice pipe from the bridge and the gun being fired locally. The necessary "Aim off" in this case is estimated by the Star Shell Control Officer and applied to the gun, which has initially been trained on to the target by the Director Control Tower.39. The remaining part of the gunnery equipment is the Close Range Anti-Aircraft Armament, consisting of a 4-barrelled Pom Pom and a number ofOerlikons. These are controlled and fired from the mounting.40. |
| 10 |
CHAPTER II. THE SHIP'S COMPANY. THE PART THE SHIP'S COMPANY PLAYS IN FIGHTING THE SHIP. 41. As will be seen from the previous chapter, the fighting efficiency of the modern ship is built up from many instruments in various positions throughout the ship, all doing their own special job, so that the combined ultimate effect will be to sink the enemy. These instruments are as precise and as simple as is possible, but they alone will not bring success in action.Success, and in battle this means the life or death of the ship, depends on the ship's company and upon you, as a member of the ship's company.The ship's company is a team and they must practise as a team, in exactly the same way as a good football team practises during the evening, although they may be playing two matches a week. Having practised during the working-up period of the ship at the beginning of the commission, they must go on practising, in the same way as the Yorkshire Cricket Club go to the nets every evening, even though they also may be playing two matches a week.42. You must practise again, again and again. In the same way as a professional boxer goes through an intensive course of training before fighting his adversary, so it is necessary for you, the gunnery men of the ship, to get yourselves into training for fighting the enemy. The only difference between you and the professional footballer, cricketer, or boxer, is that whereas they are going to enter a contest for which they will get prize money, you are going to fight an enemy who, if you are not fully efficient, well trained, and in practice, will kill you. This makes efficiency much more vital to you, and you can see how important are those drills, which you do day after day and which go on when you think that you know everything there is to know about your particular job.Remember this; when you are detailed in the day's gunnery orders to close up at your gun, your director, or your telephone, be there punctually. You may meet the enemy at any time and in any weather. You may not have had long to practise; see that you do not curtail that time by being adrift. Your own life and the lives of your shipmates may depend on you.43-44.  The Ship's company is a team .. . (para 41) The Ship's company is a team .. . (para 41) |
| 11 |
| CHAPTER III. NAVAL GUNS. Plate 4. 45. The guns used in the Navy may be divided into three classes, heavy, medium and light. In the first class come those above 8-in. calibre which constitute the main power of attack of battleships and battle-cruisers. Into the second fall guns from 8-in. to 4-in. intended essentially for use against other ships, and in certain cases against aircraft as well. Those of the third class are mounted in warships of every kind and include automatic guns for use against aircraft and small fast surface craft.All naval guns are loaded at the breech end. After the projectile and firing_charge_ have been inserted, the breech is closed by a breech block.The charge used is cordite, a mixture of nitro-glycerine and gun-cotton dissolved in acetone and stabilised by the addition of a small proportion of vaseline. Cordite is prepared in the form of thick, cord-like threads, and is contained in a pure silk bag. Silk is used because, when consumed in the explosion, it leaves no residue. HOW A GUN IS FIRED.46. Behind the cordite charge a little tube containing a small quantity of gunpowder is placed in the breech block to ignite the cordite which does not take fire readily by itself. The gunpowder is electrically ignited by means of a fine wire inserted in the tube. When the trigger of the firing pistol is pressed, this wire glows white hot, thus igniting the powder, which in turn fires the cordite. CONSTRUCTION OF THE GUN BARREL.47. A question often asked is why the barrels of long-range guns are always so long themselves. To answer this question let us consider what happens when a gun is fired. As the charge of cordite burns, a great amount of gas is produced at a very high temperature. This gas, being confined in a small space by the barrel of the gun, the breech-block, and the base of the shell, exerts an enormous pressure on these-a pressure which is made much greater by its very high temperature. The barrel, which is being pushed outwards in all directions, cannot move outwards without bursting; but it is made strong enough to stand the initial pressure and does not burst. The shell, which is being pushed forward by the gas at its base, moves forward up the barrel with ever-increasing speed, thereby making more room for the gas and, to some extent, relieving the pressure. The breech-block, which is being pushed backwards, is so strongly attached to the barrel that though it moves back it takes the whole barrel with it. (This movement is the recoil.)If the charge used were high-explosive it would all burn, that is it would turn into very hot gas, almost instantaneously, and the terrific pressure so produced would shatter both gun and shell. Cordite is used because a cordite charge takes a very small but appreciable fraction of a second to burn (the larger the gun the longer it takes) and it does not burst the gun because the shell begins to move up the barrel as soon as the pressure on its base reaches a certain amount (and this happens when only a small portion of the charge has turned into gas); as |
| 12 |
| it moves it makes more room for the rest of the gas; and by the time all the cordite has burned the shell is perhaps three-quarters of the way along the barrel, so that the total amount of gas produced is never all compressed in the original small space. The pressure, in fact, is greatest just when the shell begins to move, and this is why the gun barrel is made thickest at the breech, and tapered gradually toward the muzzle.To get full advantage of the driving power of the hot compressed gases, as is clearly desirable for long-range firing, the barrel must be long enough to have the moving shell still in it for as much time as the gases have enough pressure to continue driving the shell faster and faster. The gases have this pressure for as long as the cordite takes to burn and a little longer, and it is the distance the shell travels in this very short interval of time that determines the best length for the barrel.48. Heavy naval guns are built up of tapered tubes shrunk on to each other. Spiral grooves are cut on the inside of the inner tube. This rifling, as it is called, causes the shell to spin during its passage up the gun (for reasons which will appear later) and is naturally subjected to heavy wear. The design of the gun, however, may allow the inner tube to be renewed when it becomes badly worn, and it is not necessary to scrap the whole gun.Many existing heavy guns are wound with wire in place of one of the shrunk tubes. This wire assists the gun to resist the bursting effect of the gases inside it, but is heavy and adds nothing to the strength of the gun as a beam. In consequence the gun tends to droop. Modern methods of heat treatment of tubes have enabled wire to be dispensed with and it is not used for modern guns.Modern types of medium calibre guns are made with single-tube barrels. This has been made possible by improvements in the quality of gun steel and the introduction of a special process in preparing the tube to withstand the internal pressures to which it will be subsequently subjected. Besides the important fact that this method is less costly, it has the advantage that there is no tendency for the barrel to "whip" as the shell is discharged. Another great advantage is that it makes it easier to change a worn barrel. RIFLING.49. The purpose of the rifling is to make the shell spin round on its axis in the same way as a top spins on its axis; and as the spinning of a top keeps it upright, so the spinning of the shell keeps it travelling nose first. Without this spinning motion the shell would turn over and over as it travelled through the air, and would go neither so far nor so accurately as it does when travelling nose first. The rear end of the shell is surrounded by a copper driving band which is a very tight fit in the bore. As the shell is propelled along the barrel the driving band is squeezed into the grooves of the rifling causing the shell to acquire the spinning motion referred to in the previous paragraph. PROBLEM OF RECOIL.50. The speed at which a shell leaves a big gun is something like 2,750 feet per second (nearly 2,000 miles per hour). The great force required to start off a heavy shell from rest and give it such a speed in so short a distance, exerts a sudden and powerful backward thrust, the shock of which would cause damage if the gun was rigidly fixed to its mounting. It is therefore necessary to interpose a buffer between the gun and its mounting to allow the gun to move to the rear and bring it gradually to rest. This movement in recoil, as it is called, lessens the shock of discharge and is provided for by the use of a hydraulic recoil absorber. |
| 13 |
| Attached to the gun is a piston with certain small openings, which works in a cylinder of liquid attached to the cradle, and when the gun is fired it attempts to move backwards quickly, but the piston in the cylinder prevents its doing so. The pressure set up in the cylinder by the restriction of the flow of liquid from one side of the piston to the other, acts as a buffer to absorb the force of the recoil. By storing some of the energy of recoil in springs or compressed air, power is provided to run out the gun, i.e., to return it to its normal firing position. BREECH MECHANISMS. 51. We have already seen that owing to the pressure set up in the chamber of a gun when the charge is ignited, some means of sealing the rear end of the gun must be provided; also some provision must be made for firing the charge. These two functions are fulfilled by the breech mechanism, of which there are two very distinct types, known as "Breech Loading" (B.L.) and "Quick Firing" (Q.F.). (Q.F. guns are also loaded at the breech end.)(i) B.L. Guns.52. All guns of 6-in. calibre and above and certain smaller ones are B.L. guns, the advantage being that the whole charge, which is made up in a silk bag, burns away when fired, and there is nothing left in the chamber.The B.L. mechanism consists principally of a screwed steel block, carried on a bronze casting known as a "carrier," which is pivoted between hinge lugs on the gun. The breech block screws into a similarly screwed bush inserted at the rear of the gun. The threaded portions of the block and bush are stepped, so that the threads may be fully engaged or disengaged by only a partial revolution of the block.When the gun has been loaded with a shell and cartridge, the carrier is swung in towards the gun and the block, or breech screw as it is called, is revolved so that its threads are in full engagement with those of the bush. To open the breech, the screw is revolved to unlock the threads, and then the carrier is swung clear of the gun, so that the latter may be re-loaded.A small tube containing explosive material is placed in a chamber, called atube vent, formed in the breech mechanism in line with the axis of the gun. By passing an electric current through the tube the explosive material is ignited, and the flash thus produced causes the charge of cordite in the chamber of the gun to ignite and fire the gun.(ii) Q.F. Guns. 53. At Q.F. Guns, the charges are made up in brass cylinders. These charges are protected more from wet and damp and to a great extent from flash, and are therefore used at smaller guns in exposed positions; but they have the disadvantage that the heavy brass cylinder has to be withdrawn from the gun after the round has been fired.Q.F. guns can be sub-divided again into three classes, Q.F., Semi-Automatic(S.A.) and Automatic.At Q.F. guns, the breech mechanisms have to be worked entirely by hand.At S.A. guns, arrangements are made so that the breech will open, and the empty brass cylinder will be ejected automatically after firing. Further, the mere action of pushing in the next round causes the breech to close automatically. At S.A. guns, then, the only action that is not automatic is the pushing in of the next round. |
| 14 |
| At Automatic guns even the new round is loaded into the gun automatically, and as long as the trigger is pressed the gun will go on firing and reloading itself.The modern Q.F./S.A. breech mechanism consists principally of a rectangular steel block, which is moved by a crank across a recess cut in the rear end of thebreech ring, which, in a Q.F. gun, is square in section. With the breech closed, the face of the block bears against the base of the cartridge case, so that when the gun fires, the pressure in the chamber, being unable to force the case to the rear, expands the case so that it becomes a tight fit in the chamber and prevents escape of gas to the rear.The gun is fired by means of an electric needle, or a percussion striker, fitted inside the block. With the breech closed, the needle passes through a small hole in the face of the block and bears against the base of the cartridge case. An electric current passed through the needle ignites the charge to fire the gun.Where a percussion striker is fitted, the striker is held to the rear compressing a spring. On pulling a trigger on the mounting, the striker is released, and the spring forces it forward to strike a percussion cap in the base of the cartridge and so fire the charge. SUMMARY OF SAFETY ARRANGEMENTS.54. The following is a list of all the safety requirements for which arrangements will be found at any gun. (i) Breech must not open when gun is fired.(ii) The electric contact must be broken before the breech commences to open and vice versa.(iii) It must be impossible to fire the gun until the breech is fully closed.(iv) It must be impossible to fire the gun until the gun is fully run out. In a B.L. Mechanism-(v) The electric contact must be broken before the commencement of unmasking the vent.(vi) It must be impossible to revolve the breech screw when the breech is open. THE B.L. MECHANISM. Plate 5. 55. The 6-in. Mark XXIII breech has been chosen as an example of a modern B.L. mechanism. (See Plate 5.)The breech block of a B.L. gun can be considered for the moment to be a steel plug screwed into the breech bush, which is screwed and shrunk into the "A" tube of the gun with its front face butting against the rear of the inner "A" tube, where a conical seating is formed. To make the breech gas-tight, a pad is fitted in front of this plug and is shaped to bear against the conical seating. The pad is called an obturator pad, and is made of shredded asbestos, impregnated with rape-seed oil, enclosed in brass-wire gauze and subjected to a pressure of about 15 tons/sq. in.In front of this pad is placed a round piece of steel, the shape of a mushroom carried on a stalk. The rear face of the head rests against the pad and the stalk passes through a hole in both the pad and the breech block. This mushroom-shaped piece of steel is called the vent axial, though it is often referred to as the "mushroom head."When the charge is fired, the pressure set up in the chamber forces back the vent axial, which in turn squeezes the pad against the front face of the breech block, causing the pad to increase slightly in diameter and become a gas-tight fit against the conical seating on the end of the inner "A" tube. When the shell leaves the muzzle of the gun, the pressure on the "mushroom head" is released |
| 15 |
| and the pad, being elastic in nature, resumes its former shape, thereby pushing the vent axial forward to its original position. Thus, although the rear end of inner "A" tube is made gas-tight during the explosion of the charge, the pad is normally just clear of its seating, so that no difficulty would be experienced in opening the breech if the pad and "mushroom head" were to remain unaffected by heat.The high temperature set up in the chamber caused by the burning of the charge, causes the "mushroom head," and hence the pad, to become hot. The amount of heat is kept within reasonable limits by playing water on the "mushroom head" every time the breech is opened after the firing of a round. The heating of the pad causes it to swell, with the result that it becomes rather a tight fit on its seating. Some means must therefore be provided for unseating the pad during the opening of the breech."56. Around the vent axial stalk are fitted a sleeve and a spring. These are held in place by a nut which screws on to the rear end of the vent axial stalk.When the nut is screwed up, the spring is compressed, forcing the sleeve hard against the front of the recess in the face of the breech block. With the spring under compression, the sleeve and nut are forced away from each other, thus drawing the mushroom head on to the obturator pad. In this way the pad and its rings are held tightly in place at all times.When the gun fires, the obturator pad, after being violently set back, re-acts, and the spring absorbs this reaction.The breech screw, in opening, moves slightly to the rear, forcing the sleeve back with it but rotating around the vent axial stalk. Now if the pad sticks to the inside of the chamber, the increased pressure on the spring will unseat it." Firing Arrangements.57. In order to allow the charge to be fired, a hole is bored down the centre of the vent axial stalk, a slightly tapered chamber being formed at the rear. In this chamber is placed a tube, containing explosive material, which, when ignited, will send a flash down the hole, on the rear of the charge in the chamber of the gun. In order to fire the tube, a mechanism known as a lock is placed behind it. The lock is fitted in a box slide, which is attached to the rear of the vent axial stalk by means of interrupted collars. The vent axial nut is fitted with two lugs on its rear face, and there are corresponding lugs on the front face of the box slide. These lugs prevent the nut unscrewing and touching the front face of the box slide. If the nut were allowed to do this, the action of unshipping the box slide would tend to unscrew the nut farther to the rear against the box slide and a complete jam would result.The lock is fitted with an electrical contact which bears against the rear of the firing tube, so that when the director firing pistol is pressed, current flows through the lock to the tube, which is thus fired.58. The requirements of a B.L. mechanism are:- (i) That the breech screw shall only be free to rotate on the carrier when its threads are in correct position in the gun to engage or disengage with the threads in the breech bush.(ii) That at all other times it shall be locked to the carrier in such a position that it can be swung by the carrier freely into or out of the breech |
| 16 |
| opening of the gun, and that the act of locking the breech screw to the carrier shall divert the power from revolving the breech screw to swinging the carrier.(iii) That when the breech screw is in the correct position in the gun to engage the breech threads, the locking device, referred to at (ii) above, shall be released in order to allow the breech screw to revolve. THE Q.F. MECHANISM. Plate 6. 59. This and the following paragraphs, together with Plate 6, describe the working of a Q.F./S.A. breech mechanism, but for a more complete representation of any particular breech, reference should be made to the appropriate handbook.The breech mechanism consists primarily of a breech block, rectangular in shape, cut away at one end to facilitate loading, which slides across the rear end of the gun in a slot called the breech mortice. The mortice is inclined to the face of the breech so that the cartridge is forced home when the breech is shut.60. The breech is operated by the actuating shaft which is vertical and pivots in bushes built into the breech ring. The actuating shaft carries two cranks, the lower one working the breech across the breech face, and the upper one turning the actuating shaft when the breech is in semi-automatic.The crank, which works the breech block, in its fully closed position is over its dead centre so that the breech is locked. The further movement of the crank beyond its dead centre permits the following safety arrangements to be provided:- (i) The striker is withdrawn before the block is moved to open the breech.(ii) The breech is fully closed before the striker can go forward. 61. The breech mechanism is operated by a breech mechanism lever, carried on but free to move relative to the actuating shaft. Keyed to the actuating shaft are a crank and rack pinion. Through the rack pinion and a bar carried in the B.M. lever, the lever can be made rigid with the actuating shaft. This is done in Q.F. to enable the crank to be rotated by movement of the B.M. lever.Also carried in the B.M. lever are a rack and actuating spring. The rack is geared to the rack pinion. Thus with the B.M. lever locked in the "housed" position, movement of the actuating shaft will, through the rack pinion and rack compress the actuating spring. This action takes place in S.A., a bell crank arm attached to the actuating shaft being revolved as the gun runs out.62. The Extractor is housed in the breech ring. It has toes on the outer end which engage behind the rim of the cartridge case. The heels of the extractor bear against inclined faces formed on the breech block. Initially, because of this inclined face the extractors produce a powerful wedging action to commence the extraction of the cartridge case, and then as they revolve about their axis, a violent ejection of the cartridge case from the gun.63. The breech is held open by the catches retaining breech block open. On loading, the flange of the cartridge trips these catches; and in S.A., as soon as the cartridge is home the breech is closed by the action of the spring in the B.M. lever.A small lever pivoted in the breech block called the catch retaining cartridgeis provided to retain the cartridge, because when the rammer is withdrawn quickly,e.g., at high elevation, the action of the breech block is not sufficiently rapid to hold the cartridge when the rammer is withdrawn. |
| 17 |
| 64. The Breech Block Buffer consists of a block and a return spring, and is housed in a pocket at the inner side of the breech ring. It has a threefold purpose:-(i) It limits the opening travel of the breech block.(ii) It returns the breech block to the loading position in Q.F. action, thus freeing the extractor, and then carries it on to the cartridge retaining position on loading. In S.A. action the actuating spring closes the breech and the buffer plays no part except to assist at the commencement of closing.(iii) It acts as a shock absorber when the breech is opened violently. 65. The Firing Mechanism is contained in the firing case which fits into the breech block, where it is locked in the correct position by a spring hinged catch lever. Although the electric firing gear is normally used, percussion firing gear is fitted in most Q.F. breeches and is contained in the same unit.The firing mechanism is operated by a series of retracting levers and crank situated in the hollowed inner side of the breech block.The firing circuit cable passes by way of the interceptor through a hole in the breech block to the firing needle.66. The Semi-Automatic Gear consists of a cam plate, secured to the beam carrying the balance weight, which works against the operating cam on the gun.A change-over lever with two positions-S.A. and _Q.F._-is provided. When the lever is to Q.F. the actuating shaft roller of the breech passes clear of the operating cam and no movement of the breech itself will take place. With the lever to S.A. the actuating shaft roller runs along the inner edge of the operating cam and thus rotates the actuating shaft and opens the breech as the gun runs out. Opening in S.A. 67. As the gun runs out the upper crank of the actuating shaft is rotated by the operating cam and the breech is opened. During this movement the rack pinion is also rotated, and operating the rack in the casing of the B.M. lever compresses the actuating spring. The B.M. lever is secured to the gun by its plunger catch whilst the breech is in S.A.At the commencement of the crank rotation and until the crank pin passes over the dead centre by an amount equal to the overlocking movement, no actual displacement of the breech block occurs.During this idle movement of the crank the firing needle is withdrawn within the face of the breech block, and it is retained in the retracted position until the crank reaches the same position when the breech is being shut.As the breech block approaches the fully open position the curved inclined face in the block comes into engagement with the heels of the extractor, and rocking the extractor arm on the gun forcibly levers the cartridge case from the chamber. At the end of this levering action the extractor rotates on its axis and the final movement of the breech block rapidly ejects the case from the gun.The final stopping of the breech block is brought about by the breech block buffer, the spring of which allows a small over-travel of the breech block during which the momentum of the block is absorbed before it can come up metal-to-metal. As the breech block is returned by the B.M. lever actuating spring the block is arrested at the loading position by catches retaining breech block open. |
| 18 |
| On loading, the rim of the cartridge engages with the lips of the extractor and with the catches, forcing them forward until they are disengaged from the breech block thereby allowing the latter to close until the cartridge is retained and the block is again arrested by the loading tray interlock bolt. When the tray is moved back to the firing position the locking bolt is withdrawn and the breech closes completely. Opening in Q.F. 68. The S.A. cam is housed so that as the gun runs out, it is clear of the actuating shaft roller and the mechanism is operated by the B.M. lever. When the handle of the B.M. lever is grasped the lever is locked to the actuating shaft as described above.At the same time the lever retaining catch plunger in its socket in the breech end is released thus freeing the B.M. lever. Movement of the B.M. lever will then rotate the actuating shaft and open the breech. CARE AND CLEANING. Care of Bores of Guns. 69. The bore and chamber of a gun must be kept clean, and except when ready for immediate use, oiled. To enable this to be done a special brush, called a piasaba brush, is supplied for each type of gun in the ship. The act of cleaning or oiling the gun with a piasaba brush is called sponging out.Guns are sponged out and oiled:- (i) Immediately after firing.(ii) After bad weather or being at sea.(iii) At least once a week in harbour.(iv) Before and immediately after firing sub-calibre guns or aiming rifles. Sponging Out.70. After firing, the gun is sponged out by passing a piasaba brush up and down the entire length of the bore. To make certain that all the dirt is removed from the grooves of the rifling, oakum is packed tightly round the bristles of the brush.When the bore is thoroughly clean it must be oiled. This is done by putting clean oakum round the piasaba brush and soaking the oakum in light mineral oil, and then passing the brush up and down the bore until there is a thin film of oil over every surface in the bore. Cleaning the Chamber.71. The chamber is cleaned in a very similar manner to the bore, except that the piasaba brush cannot be used, as it is not large enough. The combined sponge and rammer supplied for the gun is very suitable for removing the dirt. The oil can then be applied with a long handled paint brush or a cloth mop on a long handle. Cleaning Guns before Firing.72. Before firing takes place the bore and chamber of the gun must be sponged out until they are quite clean and free from oil. They are then left dry. |
| 19 |
Care of Breech Mechanisms. 73.(i) All working-that is, moving-parts must be cleaned and oiled first. If any spare time remains it may be spent in polishing and burnishing brightwork.(ii) No brick dust, emery, or other gritty substance is to be used on any working parts or inside the gun. These parts are to be cleaned with oil only.(iii) There are only two places for cleaning gear: one is when in use, and the other is in the rag tank.(iv) Never use any oil unless it has been especially provided by one of the gunnery staff.(v) When filling an oil hole it is advisable to clean the hole first with a piece of wire. This will allow the oil to reach those parts for which it is intended.(vi) Always replace the lids or covers to lubricators. If a part of the mechanism has been stripped down, make sure that all the keep screws, nuts, split pins and keep plates are replaced when the gear is re-assembled.(vii) If any gear seems stiff to work or assemble never hammer it with metal. Look round to see if the cause of the stiffness can be found, and if not report the matter to the senior rating of the gun's crew. (viii) Always see that the breech threads are clear of dirt, and never force the breech to close if it feels stiff. A burr may have occurred somewhere and if it is on the seat of obturation the pad may be ruined by using extra force.(ix) Take great care of locks and box slides, and never let them be dropped.(x) Never let a percussion lock be fired or allowed to snap unless a tube or cartridge is in front of it, as otherwise the striker point may break off. If a striker is found to be broken, do not rest until the broken piece has been found, as otherwise it may cause a jam in some part of the mechanism.(xi) Never oil a lock. If it is dry or stiff report the fact to the senior member of the gun's crew who will inform the gunnery office. An Ordnance Artificer will be detailed to find out what is wrong.(xii) Never disconnect an electric circuit without a direct order from a higher gunnery rating.74-84.  B B |
| 20 |
CHAPTER IV. HAND WORKED MOUNTINGS. Plates 7 to 13. PRINCIPLES OF MOUNTINGS. 85. Every gun mounting, whatever its size, is in essence a strongly-built turntable, upon which is fitted a pair of brackets adapted to receive the trunnions of the cradle and so carry the gun. The turntable enables the gun to be trained round to any desired direction, and the trunnion pins and brackets form a pivot about which it can be elevated or depressed as required.The trunnions cannot be fixed to the gun itself. If they were, the mounting and the ship's structure would have to be strong enough to stand the sudden shock of recoil when the gun is fired; and as the gun is forced back with as much energy as the shell is forced forward this would require very strong mountings and very heavy ships even for small guns, and large-calibre guns would be out of the question. The trunnions are therefore fixed to the cradle, and between the gun and the cradle a buffer is interposed. By allowing the gun to move backward and offering a strong resistance to this movement the buffer changes the sudden shock of recoil into a comparatively long and much less violent push before it reaches the fixed structure of the ship.In lightly-built ships, such as destroyers, the shock has to be spread over a longer interval than in larger ships, as the structure is less substantial. This is done by allowing the gun to recoil further; in other words, by reducing the resistance offered by the buffer or recoil cylinder.This backward movement or recoil of the gun is provided for by mounting the gun in a cradle (as mentioned above) in which it can slide to and fro when necessary; and it is to this cradle that the trunnion pins are fitted and the elevating gear attached.86. In all smaller mountings the cradle consists of a tube in which the gun slides and which carries the trunnion pins. The fixed portion of the recoil gear is attached to the cradle and the moving parts are secured to the gun by attaching them either to lugs formed on the breech ring or to the balance weight fitted round the rear of the gun.The latter method is employed in the 4-in. Twin Mounting where, owing to the weight of the fixed ammunition used, there is no need for a loading tray. The former method is generally employed on mountings fitted with loading trays, where the tray and fittings provide a considerable part of the balance weight necessary to balance the gun and cradle about the trunnions.87. There are two types of mounting in use in the Service, the Pedestal Mounting and the Central Pivot Mounting.PEDESTAL MOUNTINGS. Plate 7. 88. This type was used in older ships and for secondary armament guns of capital ships where guns are between decks. It is a comparatively low mounting, fitted with trunnion blocks so that guns can be run back between decks when required for examination purposes. The base of the mounting is a large heavy casting, secured to the deck by a number of hold-down bolts. This casting is called a pedestal. The portion |
| 21 |
which trains round is called the carriage, and consists of a "Y" bracket; the two arms hold the trunnion blocks and so take the weight of the gun and cradle. The lower part of the bracket is a large vertical pivot which fits into the centre of the pedestal. The weight of the carriage is taken at the bottom of the pivot which rests on a set of balls or rollers in a bearing. Two sets of vertical roller bearings in the pedestal keep the pivot central and thereby maintain training efforts of a reasonable standard. The trunnion blocks fit into recesses in the arms of the "Y" bracket and are fitted with roller bearings to receive the trunnion pins. The gun is mounted in a cradle, and is prevented from turning during the passage of the shell up the barrel by its external keys engaging corresponding keyways in the cradle. CENTRAL PIVOT MOUNTINGS. Plate 8. 89. This type is used for all modern guns. Owing to its design which allows for a deep opening between the carriage sides, it is possible with these mountings to obtain a much greater elevation than with the pedestal type.In the central pivot type of mounting the trunnions are carried at the top of two steel plates which are cross-connected by a third plate in front; these three plates are secured at the bottom to a flat, circular plate, on the underside of which is a smooth ring which forms the upper roller path. The lower part is a flat, circularbase plate, secured to the deck by holding-down bolts, and with another smooth ring on it which forms the lower roller path. Between the roller paths are a number of cone-shaped rollers whose axis pins are secured to a light ringinside the roller paths, so that the rollers are at all times kept in their correct relative positions. As the gun and carriage train round, the upper roller path pushes the rollers round over the lower path, and the roller ring to which the axis pins are attached moves round at half the speed of the carriage.In order to ensure that the two roller paths remain in the correct position over each other, and that the carriage does not move sideways, a small pivot is secured to the bottom of the carriage in its centre and works in a bearing in the centre of the base plate. This pivot is called the central pivot. Clips are fitted to prevent the mounting from jumping at the front and rear when the gun is fired. The Central Pivot.90. The central pivot is secured to the revolving platform. It is hollow and extends downward through the boss of the base plate. Electric cables, voicepipes, drain pipes, and, where required, pressure and exhaust pipes to the mounting, pass through the central pivot. On the outside of the pivot is the inner roller race, and between this and the outer roller race are the vertical rollers, carried in a cage. CRADLES.91. In the older mountings, the gun is prevented from turning during the passage of the shell up the bore by the engagement of its external keys with the corresponding recesses in the cradle. In modern mountings either the lug on the underside of the breech ring slides in guides attached to the rear of the cradle, and thus prevents the gun from turning or (in mountings where the balance weight recoils with the gun) flats formed on the recuperator cylinder body engage with metal guide strips on the balance weight.Cradles are fitted internally with brass bearing rings, upon which the gun rests, and slides, when recoiling and running out, to reduce the friction between gun and cradle.On the underside of each cradle is fitted a recoil cylinder. |
| 22 |
TRUNNIONS.92. The gun trunnion pin is a steel pin, screwed and shrunk into the cradle, and further secured by a locking screw. H.A. MOUNTINGS. Plate 9. 93. These are generally central pivot mountings. To permit easy loading at high angles of elevation the trunnions are fitted as near to the breech of the gun as possible, a balance weight being fitted to the cradle or rear end of the gun to balance the gun.The most modern mountings carry guns which are used both as H.A. and L.A. Armaments, and are actually C.P. mountings, which allow high angles of elevation.The modern tendency is to mount guns in pairs, the cradles being either in one piece or bolted together. The number of guns may thus be doubled without requiring very much extra space. RECOIL ARRANGEMENTS. 94. Types of recoil arrangements can be divided into the old and new types, and the former will be dealt with first. Old Type. Plate 10. The recoil cylinder is a steel forging secured to the underside of the cradle. The rear end of the cylinder is screwed for the reception of the cylinder closing plug. The front end of the cylinder is bored to receive a controlling plunger, which is secured by a nut, outside the cylinder. The plunger is hollow and a hole at the front end is in communication with the inside of the plunger and the front end of the cylinder. The passage of liquid from inside the plunger to the recoil cylinder is restricted by an adjusting spigot which is screwed into the front end of the plunger. The spigot has a flat filed on it, the size of which can be adjusted to regulate the speed of run-out of the gun. When the gun is in the firing position the control plunger is housed inside the hollow front part of the piston rod, the solid rear end of which passes through the lug formed on the underside of the breech ring of the gun and is secured to the lug by a nut on either side. The piston rod is not a tight fit in the recess of the lug, and thus allows self-alignment of the rod with the cylinder should any wear take place in the cradle. It is important therefore that the nuts on the piston rod should not be tightened right up. The space at the rear end of the cylinder between the cylinder and the piston rod is sealed by means of the cylinder closing plug. This contains a stuffing-box with a "Hat" leather and cotton packing secured by a gland. 95. A channel leading from the rear face of the piston through the piston head to the hollow space in the piston rod, is fitted with a non-return ball-valve to allow liquid to pass from the cylinder to the hollow piston rod through the piston head, but not to return that way. A port is cut in the piston head at its lowest point to allow liquid to flow past as the piston head moves with the gun; and the rate of this flow, especially during recoil, is controlled by the valve key. The valve key is secured to the bottom of the recoil cylinder. This key reduces the effective area of the port in the piston head for the passage of liquid to the front end of the cylinder; and its height is so varied (in general it gets higher towards the rear) that the resistance which the liquid offers to the piston and the resulting strain on the mounting and the ship's structure are constant throughout recoil. |
| 23 |
The recoil cylinder is completely filled with a mixture of 50 per cent. distilled water and 50 per cent. glycerine. A replenishing tank is secured to the cradle. The purpose of this tank is to supply liquid to fill the space vacated by the piston rod during recoil, and to replenish the cylinder automatically if any leakage of liquid occurs through the gland. A hole in the side of the tank, provided for cleaning it out is closed by a screwed plug and leather washer. At the top of the tank are filling and air holes, which are also closed by screwed plugs and leather washers. 96. When the gun recoils, the piston rod is pulled to the rear and liquid from the rear end of the cylinder passes to the front and through the gap between the valve key and the port in the piston head. Liquid also forces the ball valve off its seating to fill up the space in the hollow piston rod vacated by the control plunger. As the gun moves to the rear the effective size of the port opening in the piston head is gradually reduced by the valve key until it is almost completely closed. This increasing restriction of the flow of liquid past the piston gradually increases the resistance which the liquid offers to the piston and so brings the gun gently to rest. When the gun is in the fully recoiled position, the front end of the cylinder, the hollow piston rod and control plunger are completely filled with liquid. The gun is forced forward into the firing position by means of run-out springs, and the liquid at the front end of the cylinder passes through the gradually opening piston-head port, to the rear end as the piston moves forward. 97. The liquid in the hollow piston rod, unable to flow back into the cylinder through the non-return ball-valve as the piston moves forward, is forced through the hole in the control plunger and past the adjusting spigot into the front end of the cylinder. The size of the available outlet for the liquid in the hollow piston rod is thus determined by the flat on the adjusting spigot; and this constriction, by setting up pressure in the liquid in the piston rod, controls the speed of run-out. The very last fraction of run-out is further slowed down by the valve-key rising steeply at its front end and almost closing the piston-head port, so that the flow of liquid past the piston is almost stopped, causing the gun to come gently to rest in the firing position. If the run-out is too slow, it can be speeded up by increasing the size of the flat on the adjusting spigot, but if run-out is too fast, a new spigot with a smaller flat must be fitted. The more recent of the older mountings are fitted with a needle valve in place of the spigot. This may be screwed towards or away from its seating to adjust the speed of run-out. New Type. Plate 11. 98. The new type of recoil arrangements are fitted to all modern mountings, large and small, and though details differ the general principles are identical.The recoil cylinder is carried in a hollow projection on the underside of the cradle. It is prevented from turning by a flat formed on the front end, which engages with a facing in the cradle, and is secured by a nut at the rear end.It is fitted with a drain plug at the front, and an air escape plug at the rear end.Within the cylinder is a partly hollow piston rod, the piston head of which is fitted with a phosphor bronze piston ring and has a number of ports cut in its rear face and a control or throttling bush screwed into its front end. Grooves which are tapered towards the rear are cut in the inside surface of the piston rod. |
| 24 |
The solid rear end of the piston rod is secured to the breech ring of the gun, a clearance between the securing nuts and the lug on the breech ring being provided so that the rod is free in the lug. In the hollow of the piston rod fits a tapered control plunger which is secured at its front end by the cylinder closing plug. This plug is fitted with an air escape hole to prevent an air lock when screwing in the plug. This hole is closed by a bolt.Fitted over the rear end of the control plunger is a sliding sleeve non-return valve, whose seating is a shoulder formed on the control plunger.Briefly stated the throttling bush in conjunction with the tapered control plunger controls the speed of recoil, and the grooves cut in the interior of the hollow piston rod control the speed of run-out.99. As the gun recoils the piston is pulled to the rear. The liquid in rear of the piston passes through piston head ports, and thence, between the throttling bush and the tapered control plunger, into the front part of the cylinder. The control plunger is tapered to obtain an approximately uniform force of recoil. Some of the liquid also passes to the rear between the control plunger and the interior of the piston rod and, pushing the sleeve-valve off its seating, passes through the ports in the valve and fills up the increasing space inside the hollow piston rod.The taper of the control plunger gradually reduces the space between it and the throttling bush bringing the gun gently to rest. If the gun reaches its maximum working recoil, the stepped parallel portion of the control plunger just enters the throttling bush and almost completely cuts off the flow of the liquid.100. As soon as the gun has been brought to rest, it is forced forward by the action of compressed air in the recuperator in a manner to be described later. In the recoil cylinder, the piston moves forward over the control plunger, and at the first movement to the front, the liquid in the rear of the space in the hollow piston rod forces the sleeve valve on to its seating.The liquid trapped in the hollow piston rod can now only escape past the sleeve valve through the grooves cut along the inside of the piston rod. A pressure is thus built up in the hollow piston rod and the tapered grooves by varying the flow of this pressure, control the speed of run-out. As the front face of the breech ring meets the bearing face on the cradle the tapered grooves then surrounding the sleeve valve are of minimum depth, and so the gun is brought gently to rest.A comparison between the old and new types of recoil arrangements will show that the original principles are still applied, though in a different form; the valve key of varying height and the part in the piston head have been replaced by the tapered control plunger and throttling bush; the ball-valve has been superseded by the sleeve-valve, and the adjustable spigot by the tapered grooves on the inside of the hollow part of the piston rod. But the adjustable spigot is so useful in providing a means of adjusting the speed of run out that, though dropped for a time, it is being incorporated in the most modern mountings. RUN-OUT ARRANGEMENTS.(i) Run-out Springs. Plate 10. 101. Run-out springs are fitted to older mountings and to later mountings for which compressed air is not available, to keep the gun out in the firing position and to return the gun to the firing position after the force of recoil has been absorbed. It is obvious that the springs also absorb a certain amount of the force of recoil.A hollow cylindrical spring case is fitted to the top of the cradle. Inside the case are three spiral springs with a rod passing through them. At the front |
| 25 |
| end of this rod is attached the fixed plate, which bears against the front end of the foremost spring; and at the rear end of the third spring, inside the spring case, is the compression plate. The spring rod is hollow and the rear end is screwed on its inner surface to receive a screwed bush. The breech rod is passed through the breech lug and the rear end of the spring case, through the compression plate and screwed into this bush. A flanged nut on the breech rodengages with the compression plate, and is turned to screw the rod into the bush.By screwing the breech rod into the bush on the spring rod, the fixed plate on the front end of the latter is drawn to the rear, and the springs are thereby compressed between the fixed plate and the compression plate. When sufficient initial compression has thus been applied and the springs are entirely inside the spring case, the nut on the screwed rear end of the breech rod is screwed up until the flanged nut on the breech rod is drawn back clear of the compression plate. This action transfers the forward pressure of the springs from the rear side of the compression plate to the breech lug and so enables the springs to hold the gun in the run-out position and to return it to that position after recoil.(ii) Recuperators. Plate 11. 102. All modern mountings are fitted with a recuperator to run the gun out into the firing position and hold it there. The arrangement of fittings differs according to the mounting to which they are fitted.The recuperator cylinder is secured to the top part of the balance weight by a nut on a screwed projection on its rear end. It is prevented from turning by a flat formed on the front end which engages with a face on the top beam.The recuperator ram is secured by a nut to a lug attached to the breech ring of the gun and enters the cylinder through a gland.The recuperator is filled with air at a pressure of about 600 lbs. per sq. in., through a spigot valve situated at the rear end of the intensifier, and is kept airtight by packing and a double set of "U" leathers supported by brass spring rings. An inlet for liquid from an intensifier is led into the space between the pair of leathers. An air release plug is also fitted to this space to enable any air present to be released from the liquid system.An air connection for the intensifier is taken from the rear end of the recuperator; this connection also serves the purpose of charging the recuperator; a drain valve is fitted at the rear end.As the gun recoils, the recuperator ram is forced into the cylinder, causing the air pressure to rise, until at the end of recoil a pressure some 70 per cent higher than normal is reached. This further compression of the air absorbs about 25 per cent of the energy of recoil of the gun.As soon as the gun has been brought to rest, the pressure in the recuperator, acting against the forward end of the hollow ram, forces the gun out into the firing position. INTENSIFIERS. Plate 11.103. The intensifier is bolted to the outer side of the balance weight and consists of a cylinder in which travel a piston and rod. A pointer attached to the tail of the piston rod indicates whether the intensifier is full or empty.A pipe transmits the recuperator pressure to the rear end of the intensifier. The front end of the intensifier cylinder is full of low temperature grease No. 0, and is connected by a pipe to the inside of the "U" leathers of the recuperator gland.The effective area on the rear face of the piston is greater than that of the other side by the cross-section area of the rod, and the grease is consequently |
| 26 |
| forced into the recuperator gland at a higher pressure than that of the air in the recuperator thus keeping the "U" leathers tight. As the air pressure in the recuperator rises during recoil of the gun, so does the intensifier correspondingly increase the pressure of the grease in the ratio of the effective areas of the two sides of the piston head, so that whatever the air pressure may be in the recuperator at a given moment the grease pressure must always be considerably higher. ELEVATING GEAR. Plate 12. 104. A wheel or a pair of handles, worked by the gunlayer, is fitted at the left side of the mounting for elevating and depressing the gun. Shafts and gear wheels transmit the movement of the elevating wheel to a pinion which engages the teeth of an elevating arc bolted to the underside of the cradle.The shock of the gun on firing due to the movement of the centre of gravity towards the rear end of the cradle, is transmitted by the pinion to the elevating gear, which must therefore contain a worm and worm-wheel to prevent the gear moving when the gun recoils.The shock thus transmitted to the elevating gear is prevented from causing damage by making the gear frictional. The same safety measure prevents damage when the gun is elevated or depressed on to its stops in a violent manner.105. The elevating handles drive through shafting and bevel wheels to aworm. The worm meshes with a worm wheel which is on but not keyed to theelevating pinion shaft. The worm wheel is hollow and contains alternate steel and gun metal friction discs which are keyed, the one kind to the wormwheel and the other kind to the shaft. These discs are compressed by Belleville springwashers and a nut, and thus a frictional drive from the wormwheel to the shaft is obtained. The elevating pinion is keyed to the elevating pinion shaft, which is hollow to allow the drive to the elevation receiver to pass through it. This drive is from split pinions working off the elevating arc. Elevating and Depression Limit Stops. 106. Limit stops are fitted on top of the elevating pinion shaft bearings on either side of the elevating pinion and take against steel plates bolted to the ends of the elevating arc when the gun reaches the limits of elevation and depression.Limit stops usually take the form of oil buffers, and have a two-fold purpose. Firstly, they prevent the gun being elevated or depressed beyond the limits imposed and secondly they apply these checks in a relatively gentle manner.The mechanical details of buffer stops may differ in various types of mountings, but the essential principles are always the same.The buffer stop, which is placed in the path of some protruding portion of the mounting consists of a cylinder containing a piston with its rod protruding. One or more springs are fitted inside the cylinder, to keep the piston in its normal position, i.e., make the rod protrude when it is not in contact with the other part of the mounting. The cylinder is filled with General Service mineral oil. The action upon the protruding portion coming into contact with the piston rod is to drive it into the cylinder. The piston head, the diameter of which is only very slightly less than that of the cylinder, tends to compress the liquid. Liquid, however, cannot be compressed and it escapes past the side of the piston head until the limit of travel is reached and the gun is brought to rest without undue shock. Depression Control.107. It is possible to depress the gun about five to ten degrees below the horizontal. This would entail a risk of the gun shooting into the deck or fittings mounted |
| 27 |
| on the deck when it is trained on certain bearings. To avoid this, a cam rail is fitted to the deck close round the bottom of the mounting. On the plate runs a roller which works a system of rods attached to the mounting, with a bell crank lever at the top whose upper leg is under the gun. As the gun depresses, it is stopped by its underside resting on the upper leg of the bell crank lever. On dangerous bearings the cam plate is higher and when the mounting is trained on such a bearing the roller lifts and raises the end of the bell crank lever thus preventing the gun being depressed too far. On the other hand, if the gun is at maximum depression on a safe bearing and is trained towards a dangerous bearing the roller will lift until it touches the gun, when the mounting will be prevented from being trained further. TRAINING GEAR. Plate 13. 108. A wheel, or a pair of handles, operated by the trainer, is fitted to the right side of the mounting. The drive passes through a two-speed gear box and is connected by bevel gearing to a worm shaft. A muff coupling connects the two parts of the vertical shaft.The worm is keyed to its shaft and meshes with the worm-wheel. The end thrust of the worm is taken on ball bearings, and a screwed bush at one end can be adjusted to take up end play. The arrangement of friction discs is the same as in the elevating gear described in para. 105, the vertical training shaft passing through the worm-wheel. At the lower end of the shaft are two training pinions, the two together usually being referred to as a split pinion, engaging the teeth of the training rack, which is secured to the inside of the lower roller path. The upper pinion is keyed with vertical keys, and is held in place by a screwed collar.The lower pinion is mounted on inclined keys and is held up against the upper pinion by a flange on an internal shaft which passes through the hollow vertical training shaft. The upper end of the internal shaft is screwed into the training shaft, and adjustment to take up backlash may be made by screwing up the internal shaft, which will raise the lower pinion, thus giving it a slight rotation, which has the effect of widening the teeth engaging the training rack. The adjustment is provided in this manner because a bevel attached to the top of the training shaft transmits the drive to the director training receiver.A collar on the training shaft forms a bearing for the worm-wheel, and the weight of the shaft and worm-wheel is taken by a set of ball bearings. Two vertical sets of roller bearings form the main bearing of the shaft in the casing.In later mountings, the training pinion is one solid pinion keyed to the training shaft, while the drive to the director training receiver is transmitted by a separate pair of training pinions engaging the training rack. The details of the split pinion adjustment are not shown in Plate 13. Training Stops.(i) Housing Stop.109. A hinged housing stop pawl is fitted at a convenient position on the carriage and can be raised and lowered by a handle, which is then pinned in the required position. The pawl engages with a fixed bracket on the base plate.In some mountings the stop consists of a vertical-spring-loaded bolt fitted to the turntable, which engages a recess in the base plate. The bolt may be pinned in or out of engagement.(ii) Training Stops.Stops are fitted to mountings to prevent them being trained in a direction that would endanger the structure of the ship if the gun were fired. There are two kinds of stops, called permanent and semi-permanent stops. Permanent |
| 28 |
stops are rigid and prevent any further movement of the mounting past a certain point. Semi-permanent stops prevent the gun being trained on a dangerous bearing, but the stop, when reached, can be lifted and the mounting trained further, either for stowage, or to safe bearings beyond the dangerous arc.The toe of the housing stop in each case comes into contact with a stop fixed to the baseplate. Where the stop is a semi-permanent one, the elongated hole in the housing stop, into which the locking bolt fits, is large enough to allow this stop to be lifted sufficiently to clear the fixed stop on the base plate. Buffer stops similar to those described in para. 106 are fitted to come into play just before the fixed stop is reached, in order to prevent sudden shock. THE LOADING TRAY. Plate 14. 110. Two long hollow tubes, which fit into lugs on the underside of thecradle and project to the rear, carry the balance weight across their rear ends. The loading tray is supported on this structure.By means of a palm lever and handgrips the tray can be swung into line with the gun for loading, or back clear of the path of the gun when it recoils. A spring locking bolt, operated by the palm lever, locks the tray in either position. Rounds are rammed into the gun by a hand-operated rammer or in the latest type of mountings by a spring-operated rammer. An interlock is fitted to prevent the tray from being in rear of the gun when the latter is in a position to fire, i.e., when the breech is closed. As the tray is pushed over in line with the gun for loading, it forces a bar into contact with a cam at the lower end of the breech actuating shaft. When a round is loaded into the gun, the actuating spring closes the breech sufficiently for the block to retain the round, when a projection on the actuating shaft cam comes into contact with the interlock bar and prevents the breech from closing further. The last movement of the tray on being swung clear withdraws the interlock bar, and the breech is closed by the actuating spring.  . . . . depends upon you . . . (para 41) . . . . depends upon you . . . (para 41) |
| 29 |
| THE 4.7-in. Q.E. MARK IX** GUN ON THE C.P. MARK XVIII MOUNTING. 111. Chapter III and the preceding paragraphs in this chapter, deal with the various parts of typical hand worked guns. These points should be carefully studied before considering the gun and mounting as a whole. Diagram 1 shows a destroyer's gun. This type of gun, with certain differences is fitted in all modern destroyers up to the "W" class (see Chapter I, para. 35).The gun is a 4.7-in. Q.F. Mark IX** and is mounted on a C.P. Mark XVIII mounting. The shell weighs 50 lbs. and the cartridge 30 lbs. 5 1/2 ozs. The gun can be elevated to 40° and depressed to 10°.The gun itself (see Chapter III, para. 47) is built up of three forgings, namely, the gun tube called the "A" tube, the jacket, and the breech ring.112. The breech mechanism is of the Q.F. type (see Chapter III, paras. 53, 59 et seq.) and is provided with combined electric and percussion firing mechanism. To open the breech, the breech mechanism lever is moved to the right and is then housed when the breech is open.The breech can be put to either SEMI-AUTOMATIC or _QUICK FIRING_by means of a lever held in a bracket bolted and secured to the top beam carrying the balance weight. Acting in conjunction with the cam is a roller on the top of the actuating shaft. The change-over lever for the cam has two positions,i.e., S.A. and Q.F., and is held in either position by a spring plunger.When the lever is at SEMI-AUTOMATIC, the roller on the actuating shaft strikes the operating surface of the cam as the gun runs out after recoil, and the roller is forced outwards, thus rotating the actuating shaft and opening the breech. The B.M. lever is left in the "housed" position.113. The recoil cylinder (see paras. 98 and 99) is carried on the underside of the cradle. Inside the recoil cylinder is the hollow piston rod and piston, the rear end of the piston rod being secured to the breech ring of the gun.114. The recuperator (see para. 102) is fitted on the top part of the balance weight. The recuperator is filled with air at a pressure of 550 lb. per sq. in.As the gun recoils after firing, the recoil piston inside the recoil cylinder is pulled to the rear, and the liquid passes to the front part of the cylinder. At the same time a ram is forced into the recuperator cylinder causing the pressure to rise, until, at the end of recoil, a pressure of 1,000 lb. per sq. in. is reached.As soon as the gun has been brought to rest, the pressure in the recuperator acting on the ram begins to force the gun out.The intensifier (see para. 103) is bolted to the top right hand side of the balance weight. A pointer attached to the tail of the piston rod indicates whether the intensifier is full or empty.The instructions for filling the intensifier are engraved on a plate beside it.115. The elevating gear (see para. 104) consists of elevating handles which drive, through bevel wheels and friction worm-gearing, the elevating pinion which gears to the elevating arc, and elevates the gun.A safety stop is fitted to prevent the sight being depressed into a position where the deflection dial would foul the elevating handles.Elevation and Depression Stops and Depression Control Gear are also fitted. |
| 30 |
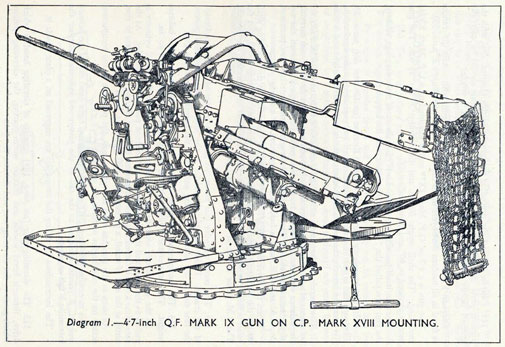
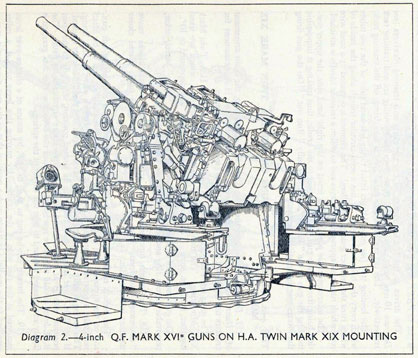
 .. . never disconnect an electric circuit .. . (para 73 (xii))
.. . never disconnect an electric circuit .. . (para 73 (xii))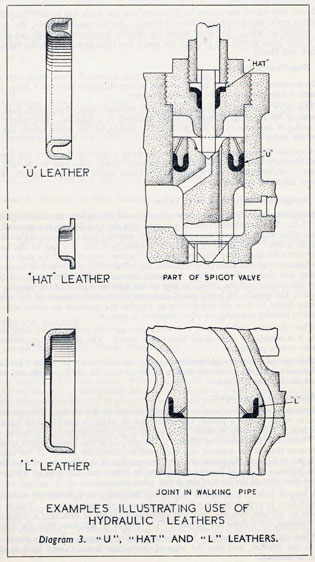
 If we cut a wedge-shaped piece from a cylindrical block and mount it upon a shaft, and squeeze the wedge near the point of maximum thickness (see Fig. II), neglecting friction the wedge will rotate upon the shaft in such a direction as to bring the point of minimum thickness between the points of pressure. If we now move the points of pressure back to the original position (i.e., to near the point of maximum thickness) and apply the pressure again the wedge piece will rotate further in the same direction until the point of minimum thickness is again between the points of pressure.
If we cut a wedge-shaped piece from a cylindrical block and mount it upon a shaft, and squeeze the wedge near the point of maximum thickness (see Fig. II), neglecting friction the wedge will rotate upon the shaft in such a direction as to bring the point of minimum thickness between the points of pressure. If we now move the points of pressure back to the original position (i.e., to near the point of maximum thickness) and apply the pressure again the wedge piece will rotate further in the same direction until the point of minimum thickness is again between the points of pressure. 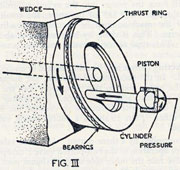 If we now mount the shaft in a bush on which the square-cut rear face of the wedge can bear, and apply a force to the sloping surface of the wedge via a thrust ring by means of a piston rod the piston of which is contained within a small fixed cylinder (see Fig. III), it will be seen that if pressure is admitted to the cylinder the wedge piece will be rotated by the pressure applied through the piston rod and thrust ring until the point of minimum thickness is in line with the piston.
If we now mount the shaft in a bush on which the square-cut rear face of the wedge can bear, and apply a force to the sloping surface of the wedge via a thrust ring by means of a piston rod the piston of which is contained within a small fixed cylinder (see Fig. III), it will be seen that if pressure is admitted to the cylinder the wedge piece will be rotated by the pressure applied through the piston rod and thrust ring until the point of minimum thickness is in line with the piston.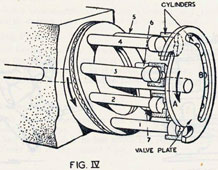 Finally, if instead of moving this one piston round the shaft we use a number of pistons (for certain practical reasons this number should be odd), carried in a cylinder block (see Fig. IV), we can produce a constant steady rotation of the wedge piece, by alternately admitting pressure to and connecting to exhaust, the small cylinders whose pistons are operating on the wedge piece. To do this we must use a form of valve which is secured to the shaft of the wedge piece and which has cut in it two kidney-shaped ports connected to pressure and exhaust respectively.In Fig. IV cylinders 1, 2 and 3 are all connected to pressure through port A, and cylinders 5, 6 and 7 are all connected to exhaust through port B, cylinder 4 being blanked off. The pressure in cylinders 1, 2 and 3 will thus, as already shown, cause the wedge piece to rotate in the direction shown by the arrow. In rotating, as the point of maximum thickness approaches pistons 5, 6 and 7 they will be forced in one after the other and the liquid will pass to exhaust. But as the wedge piece rotates so also does the valve, so that cylinder 7, for example, will now receive pressure, the point of maximum thickness of the wedge piece having passed its piston. And so we see that in the case of a seven-cylinder engine three of the pistons will always be exerting a force on the wedge to keep it rotating.It was stated above that an odd number of pistons is used. In the position of the engine shown in the illustration it will be seen that cylinder 4 is blanked off and that as the valve plate rotates so each cylinder in turn will be blanked off, but the pistons in the cylinders so blanked off are always in contact with the point of minimum thickness so no movement of the piston occurs. Each cylinder therefore always passes from pressure to exhaust through this blanked-off stage irrespective of the direction of rotation. This arrangement is necessary to ensure that the pistons "follow" the wedge and do not suddenly shoot out when they apply their effort and that an equal force is applied to rotate the wedge irrespective of the direction of rotation.It will be seen that to reverse the direction of rotation of the wedge piece it is only necessary to interchange the pressure and exhaust connections to the kidney-shaped ports in the valve.The wedge piece is usually known as the "swash"; from which word this type of machine derives its name. The principle described above is, however,
Finally, if instead of moving this one piston round the shaft we use a number of pistons (for certain practical reasons this number should be odd), carried in a cylinder block (see Fig. IV), we can produce a constant steady rotation of the wedge piece, by alternately admitting pressure to and connecting to exhaust, the small cylinders whose pistons are operating on the wedge piece. To do this we must use a form of valve which is secured to the shaft of the wedge piece and which has cut in it two kidney-shaped ports connected to pressure and exhaust respectively.In Fig. IV cylinders 1, 2 and 3 are all connected to pressure through port A, and cylinders 5, 6 and 7 are all connected to exhaust through port B, cylinder 4 being blanked off. The pressure in cylinders 1, 2 and 3 will thus, as already shown, cause the wedge piece to rotate in the direction shown by the arrow. In rotating, as the point of maximum thickness approaches pistons 5, 6 and 7 they will be forced in one after the other and the liquid will pass to exhaust. But as the wedge piece rotates so also does the valve, so that cylinder 7, for example, will now receive pressure, the point of maximum thickness of the wedge piece having passed its piston. And so we see that in the case of a seven-cylinder engine three of the pistons will always be exerting a force on the wedge to keep it rotating.It was stated above that an odd number of pistons is used. In the position of the engine shown in the illustration it will be seen that cylinder 4 is blanked off and that as the valve plate rotates so each cylinder in turn will be blanked off, but the pistons in the cylinders so blanked off are always in contact with the point of minimum thickness so no movement of the piston occurs. Each cylinder therefore always passes from pressure to exhaust through this blanked-off stage irrespective of the direction of rotation. This arrangement is necessary to ensure that the pistons "follow" the wedge and do not suddenly shoot out when they apply their effort and that an equal force is applied to rotate the wedge irrespective of the direction of rotation.It will be seen that to reverse the direction of rotation of the wedge piece it is only necessary to interchange the pressure and exhaust connections to the kidney-shaped ports in the valve.The wedge piece is usually known as the "swash"; from which word this type of machine derives its name. The principle described above is, however, . . . never hammer it . . . (para 73 (vii)) THE 6-in. B.L. MARK XXIII GUN ON TRIPLE MARK XXIII MOUNTING Plate 17. 149. The 6-in. Triple Mark XXIII mountings are fitted in the later 6-in. cruisers. The design of the mounting follows closely on that of the 6-in..Mark XXII mountings, which are mounted in the earlier cruisers fitted with triple 6-in. turrets. The main difference is that the cordite hoists and shell hoists are fitted, one of each to each gun, on the revolving structure from the cordite handing room and shellroom to the gunhouse, so that it is not necessary to transfer the shell and cordite from the hoists in the fixed structure to hoists in the moving structure.150. The revolving structure consists of the following:-(i) The Gunhouse.This contains three 6-in. B.L. Mark XXIII guns, of the all-steel type. The weight of the shell is 112 lbs. and the charge 30 lbs. The guns can be elevated independently between the limits of 5° depression and 45° elevation. Ramming of the shell into the gun is done by hand rammers. The guns can be loaded at any elevation between 5° depression and 12 1/2° elevation, the limiting factor for the angle of loading being the travel of the intermediate loading tray which carries shell to the gun loading tray.(ii) The Turntable Compartment.This is immediately below the gunhouse and contains the elevating gear andtraining gear.
. . . never hammer it . . . (para 73 (vii)) THE 6-in. B.L. MARK XXIII GUN ON TRIPLE MARK XXIII MOUNTING Plate 17. 149. The 6-in. Triple Mark XXIII mountings are fitted in the later 6-in. cruisers. The design of the mounting follows closely on that of the 6-in..Mark XXII mountings, which are mounted in the earlier cruisers fitted with triple 6-in. turrets. The main difference is that the cordite hoists and shell hoists are fitted, one of each to each gun, on the revolving structure from the cordite handing room and shellroom to the gunhouse, so that it is not necessary to transfer the shell and cordite from the hoists in the fixed structure to hoists in the moving structure.150. The revolving structure consists of the following:-(i) The Gunhouse.This contains three 6-in. B.L. Mark XXIII guns, of the all-steel type. The weight of the shell is 112 lbs. and the charge 30 lbs. The guns can be elevated independently between the limits of 5° depression and 45° elevation. Ramming of the shell into the gun is done by hand rammers. The guns can be loaded at any elevation between 5° depression and 12 1/2° elevation, the limiting factor for the angle of loading being the travel of the intermediate loading tray which carries shell to the gun loading tray.(ii) The Turntable Compartment.This is immediately below the gunhouse and contains the elevating gear andtraining gear.